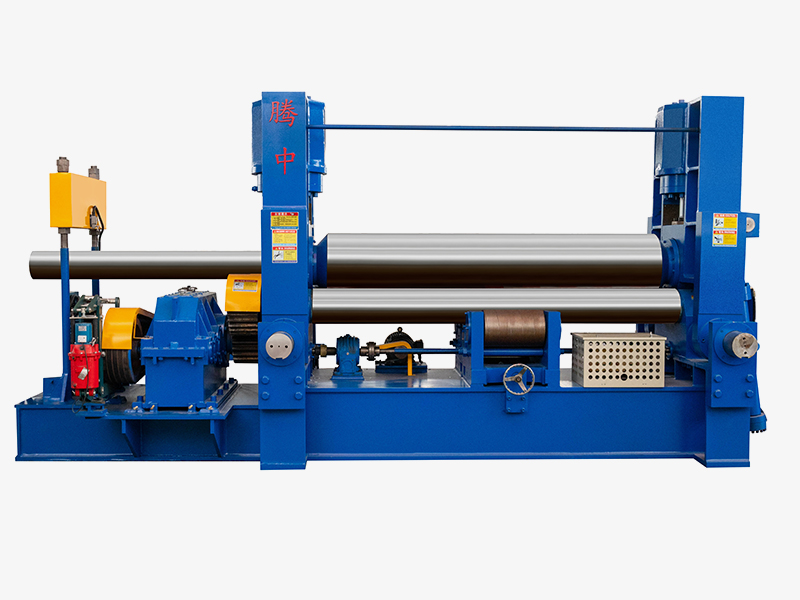
Каковы типичные применения 3 роликовая гидравлическая тарелка В таких отраслях, как судостроение, авиационная или стальная конструкция?
3 роликовая гидравлическая тарелка широко используется в различных отраслях промышленности из -за их эффективности и точности изгибающих и катящихся металлических пластин. Вот несколько типичных применений в ключевых отраслях, таких как судостроительство, авиационные и стальные конструкции:
Судостроение
Конструкция корпуса: машина используется для переворачивания больших стальных пластин в цилиндрические формы для корпусов кораблей, обеспечивая конструкционную целостность и оптимальную гидродинамику.
Палубы и переборки: пластины сгибаются для строительства колод и переборки, которые требуют точной кривизны, чтобы соответствовать конструкции корабля.
Строительство бака: катящиеся машины помогают создавать цилиндрические резервуары для хранения топлива, воды и других жидкостей на кораблях.
Авиация
Фузеляжи самолетов: вращающаяся машина используется для формирования фюзеляжных секций самолета, которые требуют особых кривизны для аэродинамических характеристик.
Крыловые конструкции: изогнутые компоненты для крыльев, таких как лидирующие и следственные края, могут быть получены с использованием 3 -роликовой гидравлической пластинчатой машины.
Аэрокосмические компоненты: другие детали, такие как корпуса двигателя и структурные рамы, получают выгоду от точных возможностей изгиба машины.
Стальная конструкция конструкция
Структурные балки и столбцы: машины складывают пластины для создания изогнутых лучей и колонн, используемых в архитектурных конструкциях и конструкциях, улучшая эстетическую привлекательность и структурную поддержку.
Мосты и эстакады: прокатывание пластин имеет важное значение для изготовления компонентов для мостов, включая секции арки и другие изогнутые структурные элементы.
Промышленные рамки: он используется для создания изогнутых кадров для различных промышленных применений, включая поддержку машин и рамки строительства.
Производство и изготовление
Резервуары для хранения: машина используется для рулонных пластин для построения крупных резервуаров для хранения, используемых в различных отраслях, таких как нефть и газ, химические вещества и очистку воды.
Сосуды под давлением: катящиеся машины необходимы для изготовления сосудов под давлением, которые требуют точной кривизны, чтобы противостоять высоким давлениям.
Трубы и трубки: его можно использовать для катания пластин в трубы большого диаметра и труб для сантехники, промышленного и сельскохозяйственного применения.
Декоративное и архитектурное применение
Архитектурные функции: машина может создавать изогнутые элементы для зданий, таких как арки, купола и декоративные фасады.
Дизайн мебели: в мебельной промышленности он используется для создания округлых металлических компонентов для различных дизайнов мебели, улучшения эстетической привлекательности.
Возобновляемая энергия
Компоненты ветряных турбин: машина используется для рулона пластин для производства компонентов, таких как башни и лезвия в ветряных турбинах.
Рамки солнечной батареи: катящиеся машины также могут быть использованы для создания изогнутых кадров для солнечных батарелей, способствующих сектору возобновляемой энергии.
Универсальность и точность 3 роликовая гидравлическая тарелка Сделайте их незаменимыми в отраслях, которые требуют точного изгиба и формирования металлических пластин. Их применение варьируется от тяжелых структурных компонентов в судостроении и авиации до эстетических особенностей в архитектуре и возобновляемой энергии, демонстрируя их решающую роль в современном производстве и строительстве.
 English
English русский
русский Français
Français Español
Español Português
Português عربى
عربى
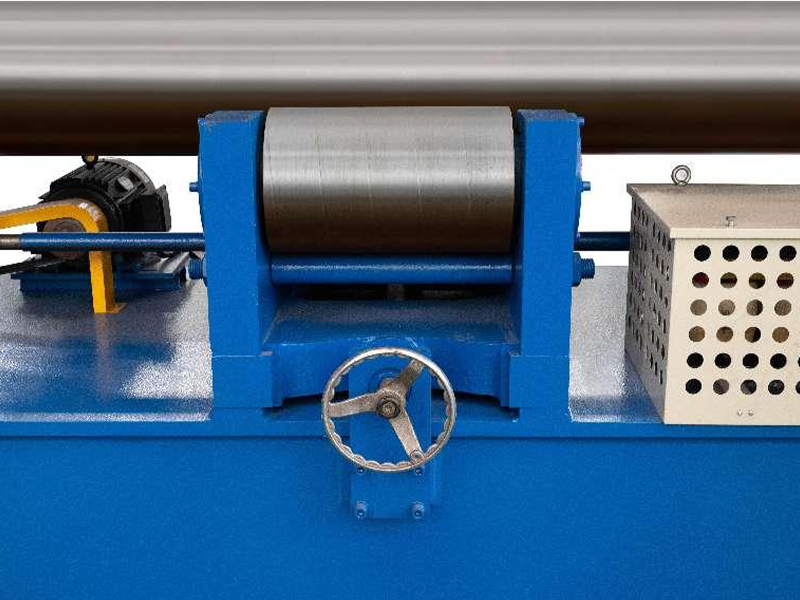
 1. Этот тип машины обмотки пластин имеет функцию предварительного сгибания пластины, а оставшийся прямой край предварительного изгиба менее чем в 2,5 раза больше толщины пластины.
1. Этот тип машины обмотки пластин имеет функцию предварительного сгибания пластины, а оставшийся прямой край предварительного изгиба менее чем в 2,5 раза больше толщины пластины.